DVKsystem is leader in the Transfer machines industry. Versatile, advanced, ergonomic machines to meet the requirements of the modern production. Each Transfer is manufactured with the customer and for the customer. The “part transfer machines“ provide maximum productivity in the chip removal sector, for processing of forged or cast bodies and bar cuts. Transfer, despite having a modular structure, is not standardized. In fact, thanks to its configurability, it is recommended for machining in several sectors and its complexity depends on the parts which shall be manufactured.
> Drilling/threading unit The Transfer C144 spindle unit (stroke 140 mm ISO 40) has an extremely stiff structure, thanks to the enhancement of the sleeve supports and their distance and to a compact spindle supported by high precision bearings, allowing high rotation speeds with high chip removals. The CN controlled feed by means of ball recycle screws and brushless motors, provides high performances both in terms of feed speed and accelerations (up to 2 g). The spindle motor, with maximum power of 22 kW, can be asynchronous, vectorial asynchronous or brushless to make threads. It is possible to realize different applications: the unit can be fixed, with translation and rotation by servoactuator or installed on two axis (X,Y) module and automatic tool changer.
> Rotary table The table can be controlled by a brushless servomotor with locking by a triplet of high precision (3” of degree) front crown gears (type HIRTH), or by fluid cooled torque motor with controlled ramps adjustable according to the variations of the transported masses.
> Part grip vices The self-centering vices have two jaws with parallel closure from inclined planes avoiding divergence effect during closure. All parts are fully made in Uni18NiCrMo5 steel with carburizing and hardening heat treatments, grinded and assembled with very limited tolerances and clearances. Among the recent applications, the self-centering hydraulic rotary vices with part indexing with 8 divisions of 45° in continuous (without return), and the bidirectional rotating stencil support jaws indexed at 1° pitch, with position handling and control by servoactuator.
> Machine base Built in a single structure, in electrowelded and normalized steel, to avoid any residual stress, it is provided with several reinforcement ribs, suitably dimensioned to provide maximum stiffness to the whole structure. In case of double wall, all spaces among the walls are in mineral conglomerate injected by means of high pressure, feauturing high structural stiffness.
> Revolving automatic tool-changer on machiningcentre X-Y and rotating vises for machinings on 4 or more sides
> Automatic loading / unloading groups. Indicated for very low cycle times usually for high volume productions, with electro-pneumatic dedicated equipments.
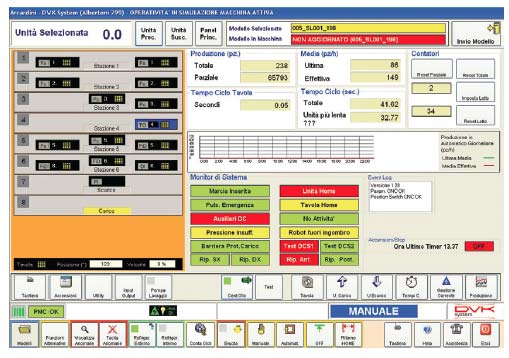
> video interface
The machine interface enables both an ISO programming and a preset models programming, axis feed override and spindle override handling, unit by unit, for an immediate setting of the working parameters and dealing of the current control during processing to monitor the cutting stresses of each tool by autotuning.
> Interlocking system We are able to develop complete interlocking islands made of tippers, vibrating systems, robotic groups with artificial visions, as well as handle machined parts from washing to storage
This website uses cookies to improve your experience. We'll assume you're ok with this, but you can opt-out if you wish. Cookie settingsACCEPT
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.